



















Капацитет на пробивната линия
Процес на работа от трите страни позволява едновременно пробиване, нарязване на резба, райбероване и фрезоване. Това увеличава производителността с ангажирането на само един оператор.
- Маркиране чрез гравиране с монтирането на подходящ инструмент в сътветния шпиндел.
- Допълнително: Хидравлично щампово маркиране.
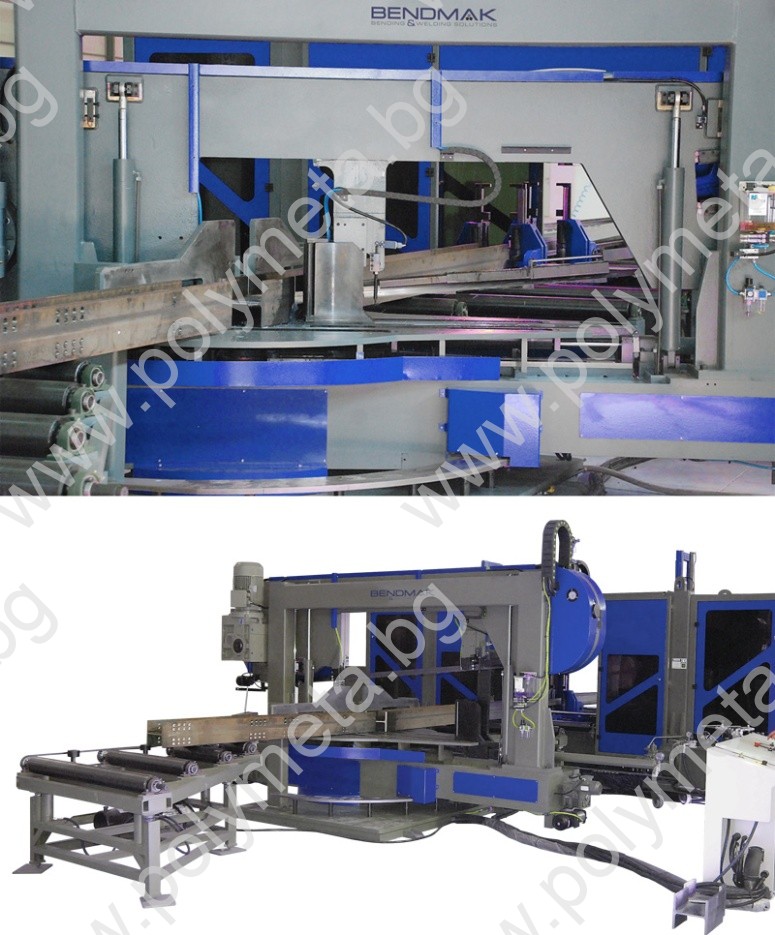
2 ADM Пробиване и рязане
Детайла, зареден в захранващия плот се подава през машината и се позиционира чрез челюстен хващач. Подадения към пробивния модул детайл, се закрепва с подвижни стяги отстрани, и с притискаща опора отгоре. Операциите по пробиване и нарязване на резба могат да се извършват едновременно върху всяка една от трите страни на детайла едновременно. Стандартното маркиране се извършва чрез гравиращ инструмент, монтиран на шпиндела откъм желаната страна. По този начин може да се извърши независимо маркиране на всяка една от трите страни. Допълнително BENDMAK предлага и точково маркиране с хидравличен цилиндър. То може да се извършва само върху една от страните на детайла. Всяка от буквите и цифрите е монтирана на отделно рамо. Рамената са монтирани на общ барабан и се задвижват от хидравличен цилиндър. Върху барабана има 40 символа. Въртенето му се извършва чрез серво двигател.
Дължината на подавания в машината детайл се измерва чрез оптична измервателна система.
Височината на опорите на входния транспортьор се настройва ръчно.
След зареждане, детайла се закрепва от хидравличните стяги;
– 1-и, 2-и и 3-и шпиндел пробиват детайла;
– След пробиване на всички отвори в този участък, горните стяги се освобождават и детайла се установява до следващото работно положение. Отново се извършва пробиване според програмираното задание. Тези операции се потарят за цялата дължина на детайла.
Модела 2ADM 1200 CNC има възможност за управление на цялата машина, в това число и оборудването за рязане и маркиране.
Гредовите профили имат разнообразни приложения. Първо детайла се зарежда във входящия транспортьор. След това се придвижва до зададената в програмата позиция. Това се осъществява чрез челюстния хващач, управляван от серво двигатели.
Maшината стяга детайла на мястото му с хидравлични челюсти. Пробиването се извършва чрез три независими пробивни глави, движещи се по две оси. Всяка глава се управлява цифрово и бива задвижвана по сачмено-винтова двойка чрез серво двигател. Пробивните глави имат охлаждане през шпиндела и външно. Охладителната система работи с въздух и охлаждаща течност. Сгъстеният въздух и хидрофорната система подават охладителна течност през инструмента. Така системата използва по-малко количество охладителна течност.
Маркирането може да се извърши:
- от всеки шпиндел чрез специален инструмент;
- от щамповаща маркираща система (допълнително);
